Соединения деталей. Разъемные и неразъемные соединения
Общие сведения о соединениях, достоинства, недостатки, область применения.
В процессе изготовления машины некоторые ее детали соединяют между собой, при этом образуются неразъемные или разъемные соединения.
Неразъемными называют соединения, которые невозможно разобрать без разрушения или повреждения деталей. К ним относятся заклепочные, сварные и клеевые соединения. Разъемными называют соединения, которые можно разбирать и вновь собирать без повреждения деталей. К разъемным соединениям относятся резьбовые, шпоночные, зубчатые (шлицевые) и др. соединения.
В настоящем курсе шпоночные и зубчатые соединения рассматриваются после расчета валов и осей.
1. Заклепочные соединения
1.1. Образование заклепочного шва
Заклепочный шов образуют заклепки и склепываемые детали, выполненные в большинстве случаев из листового материала или профилей проката (рис. 1.1).
Отверстия под заклепки в деталях продавливают или сверлят. При продавливании образуются мелкие трещины по периферии отверстий, которые могут быть причиной разрушения заклепочного шва во время работы. Продавленные отверстия применяют в малоответственных конструкциях.
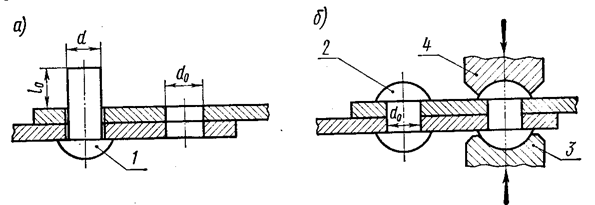
Рис. 1.1. Образование заклепочного шва:
а - закладка заклепки; б – клепка; 1 - закладная головка; 2 - замыкающая головка;
3 — поддержка; 4 —обжимка
Сверление — процесс малопроизводительный и дорогой. Сверленые отверстия применяют в конструкциях, где требуется высокая надежность. При больших диаметрах отверстий практикуют продавливание с последующим рассверливанием. Диаметры отверстий do под заклепки принимают в зависимости от диаметра заклепки d (см. табл. 1.1).
Таблица 1.1
Диаметры отверстий под заклепки
|
Диаметр заклепки d, мм (ГОСТ 10299 – 68) |
Диаметр отверстия dо, мм |
Диаметр заклепки d, мм (ГОСТ 10299 – 68) |
Диаметр отверстия dо, мм |
||
|
Машино- и станкостроение |
Грубая сборка |
Машино- и станкостроение |
Грубая сборка |
||
|
6 |
6,5 |
6,7 |
12 |
13,0 |
13,0 |
|
8 |
8,5 |
8,7 |
16 |
16,5 |
17.0 |
|
10 |
10,5 |
11,0 |
20 |
21,0 |
21,0 |
Для образования замыкающей головки выступающий конец заклепки (рис. 1.1, а) должен выходить из отверстия детали на длину l0 = l,5d0.
Клепку производят па клепальных машинах (прессах) или вручную (пневматическими молотками). Сначала происходит осадка стержня, зазор между заклепкой и отверстием заполняется, после чего образуется замыкающая головка (рис. 1.1,б). Стальные заклепки диаметром до 12 мм можно ставить холодным способом, то же относится к заклепкам из цветных металлов и сплавов. При горячем способе стальные заклепки нагревают до светло-красного каления. Этот способ обеспечивает более высокое качество заклепочного шва, так как заклепки укорачиваются при остывании и стягивают детали, создавая на стыке их поверхностей большие силы трения, препятствующие относительному сдвигу деталей при действии нагрузки.
1.2. Достоинства, недостатки и применение заклепочных соединений
Достоинства:
1. Высокая надежность соединения.
2. Удобство и надежность контроля качества шва.
3. Хорошая сопротивляемость вибрационным и ударным нагрузкам
Недостатки:
1. Высокая стоимость, так как процесс получения заклепочного шва состоит из большого числа операций (разметка, продавливание или сверление отверстий, нагрев заклепок, их закладка, клепка) и требует применения дорогостоящего оборудования (станки, прессы, клепальные машины).
2. Большой расход материала, так как из-за ослабления деталей отверстиями под заклепки требуется увеличение площади сечений. Кроме того, необходимость применения накладок и прочих дополнительных элементов также приводит к увеличению расхода материала.
Применение. В настоящее время заклепочные соединения применяют:
1. В конструкциях, воспринимающих значительные вибрационные и ударные нагрузки при высоких требованиях к надежности соединения.
2. При изготовлении конструкций из несвариваемых материалов (дюралюминий, текстолит и др.).
3. В соединениях окончательно обработанных деталей, в которых применение сварки недопустимо из-за их коробления при нагреве.
В современном машиностроении область применения заклепочных соединений все более сокращается по мере совершенствования методов сварки.
Неразъемные и разъемные соединения, их достоинства и недостатки.
Соединения по признаку возможности разборки делят на разъемные и неразъемные.
Разъемными называют соединения, которые разъединяются без повреждения деталей. К ним относятся резьбовые, шпоночные, зубчатые и профильные соединения. Основным расчетом соединений является расчет на прочность. Расчет на прочность является основным критерием для расчета всех соединении. При этом необходимо стремиться к тому, чтобы прочность соединяемых и соединительных деталей была одинаковой.
Неразъемными называют соединения, разъединение которых невозможно без разрушения соединяемых деталей или соединяющего материала. К ним относят заклепочные, сварные клеевые, паяные соединения, а также соединения с натягом.
К разъёмным соединениям относят соединения резьбовые, клиновые, штифтовые, шпоночные, шлицевые и др. Такие соединения допускают многократную сборку и разборку без нарушения формы и размеров деталей, их составляющих. Каждому виду соединения соответствуют стандарт ЕСКД, который устанавливает особенности, упрощения и условности при его изображении.
Для разъёмного соединения составных частей машин и различных устройств широко применяются соединения при помощи резьбы. Эти соединения обладают такими достоинствами, как универсальность, высокая надёжность, способность воспринимать большие нагрузки, сравнительно малые размеры и малая масса конструктивного элемента, простота изготовления и другие факторы. В промышленности резьбы применяются для получения подвижных соединений, когда возможны взаимные перемещения деталей (винты домкратов, прессов, станков) и неподвижных соединений (с помощью крепёжных изделий, фитингов и т. п.).
При создании промышленных изделий также широко применяются неразъёмные соединения, которые нельзя разобрать, не разрушив целостность хотя бы одной детали или соединяющего средства. К неразъёмным соединениям относятся соединения сварные, паяные, клеевые, заклёпочные, а также соединения, полученные опрессовкой, развальцовкой или завальцовкой, сшиванием и др.
Неразъёмным соединениям присущи важные положительные качества:
малая материалоёмкость и, следовательно, относительно малый вес конструкции;
возможность широкого применения автоматов, например сварочных роботов, при выполнении сборочных операций;
сравнительно низкие затраты труда (малая себестоимость);
возможность выполнения плотных и прочных соединений без использования дополнительных уплотняющих средств.
Понятно, что использование неразъёмных соединений допустимо лишь в тех случаях, когда заранее известно, что разборка выполняемой сборочной единицы не потребуется.
При изображении и условном обозначении неразъёмных соединений в конструкторских документах необходимо соблюдать правила, установленные Государственными стандартами.
Сварные, заклепочные и клеевые соединения.
Сварное соединение - это неразъемное соединение металлических деталей, полученное путем расплавления электрической дугой или пламенем газовой горелки места соединения и наплавления металла (электрода или особого прутка) между кромками в местах соприкосновения деталей, в результате чего в местах соединения получаются сварные швы.
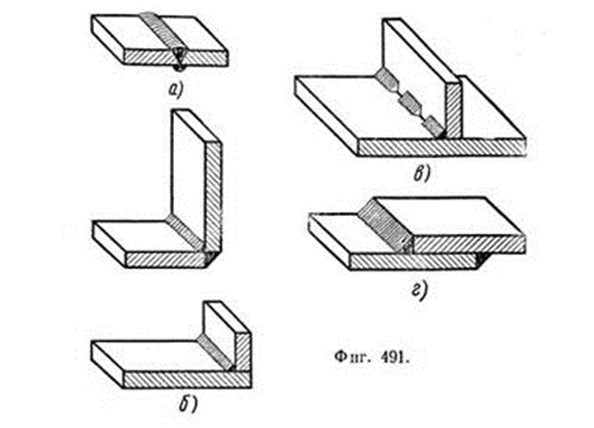
Виды сварных швов. В зависимости от взаимного расположения
свариваемых деталей различают следующие сварные швы:
а) Швы стыковых соединений, обозначаемые буквой С, когда торец одной детали
присоединяется к торцу другой (фиг. 491, а).
б) Швы угловых соединений, обозначаемые буквой У, когда деталь присоединяется к
другой и образует угол (фиг. 491, б).
в) Швы тавровых соединений, обозначаемые буквой Т, когда деталь присоединяется
к другой, образуя фигуру буквы Т (фиг. 491, в).
г) Швы соединений внахлестку, обозначаемые буквой Н, когда кромки свариваемых
деталей накладывают одну на другую (фиг. 491, г).
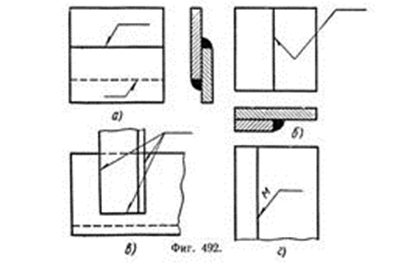
Сварные швы на чертежах указываются знаком, состоящим из двух отрезков: горизонтального (полки) для размеров, знаков и подписей и наклонного с односторонней стрелкой для указания места расположения сварного шва (фиг. 492, а). Допускается излом наклонной линии (492, б). В тех случаях, когда сварные швы одинаковы, допускается проведение нескольких наклонных линий сходящихся в одном конце полки (фиг. 492, в). Монтажные швы, выполняемые при монтаже узлов и изделий, обозначаются буквой М над наклонным отрезком со стрелкой (фиг. 492, г).
Клепанные соединения.
По расположению соединяемых деталей различают швы
- нахлесточные
- стыковые.
Виды клепки:
- холодная
- горячая.
Клепку стальными заклепками диаметром до 8-10 мм, а также заклепками из латуни, меди и легких сплавов всех диаметров выполняют холодным способом; стальными заклепками, диаметром свыше 10 мм – горячим способом.
Заклёпка – цилиндрический стержень с головками на концах, одну из которых, называемую закладной, выполняют на заготовке заранее, а вторую, называемую замыкающей, формируют при клепке.
Виды заклёпочных соединений:
- прочные (рассчитанные только на восприятие и передачу силовых нагрузок),
- плотные (герметичные) (обеспечивают герметичность конструкций в резервуарах с невысоким давлением),
- прочноплотные (восприятие силовых нагрузок и герметичность соединения).
По конструкции заклёпочные соединения делятся на:
- однорядные
- многорядные с цепным или шахматным расположением заклёпок
Способ соединения
В предварительно подготовленные отверстия в деталях (пакете листов) вставляют заклепки. После производится осадка (клёпка) специальным инструментом второй замыкающей головки.
В процессе клёпки производят стяжку (сжатие) пакета, и за счет поперечной упругопластической деформации стержня происходит заполнение начального зазора между стержнем и стенками отверстия, часто приводящее к образованию натяга.
Соединения с натягом
Соединения деталей с натягом – это напряженные соединения, в которых натяг создается необходимой разностью посадочных размеров насаживаемых одна на другую деталей (рис. 2.36а). Насаживаемая деталь (ступица) имеет посадочное отверстие меньшего диаметра, чем диаметр вала, на который насаживается деталь. В процессе посадки вал сжимается, а ступица растягивается, т.е. диаметры посадочных мест становятся равными. Возникающая упругая деформация создает на поверхности соединения силы трения (рис. 2.36б), которые удерживают детали от проворачивания и осевого смещения.
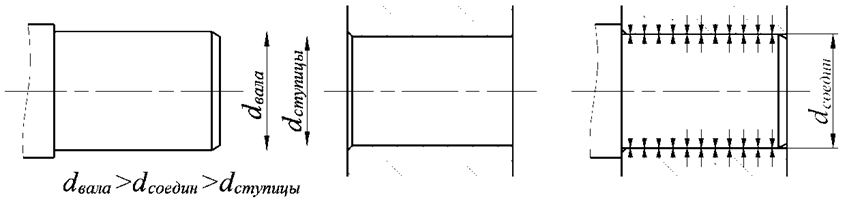
Рис. 2.36. Соединение деталей с натягом
Соединения деталей с натягом бывают по цилиндрическим и коническим поверхностям.
Для обеспечения возможности сборки на валу и отверстии ступицы делают фаску.
3 Способы получения соединений с натягом
- Запрессовкой – простейший и высокопроизводительный способ, обеспечивающий возможность удобного контроля измерением силы, но связанный с опасностью повреждения поверхностей и затрудняющий применение покрытий. Для снижения риска повреждения поверхности применяют специальные оправки и направляющие, исключающие возможность перекоса. Запрессовку производят, прилагая статическую нагрузку, с помощью прессов или домкратов.
- Нагревом натягиваемой детали до температуры отпуска – способ, обеспечивающий повышению прочности сцепления более чем в 1,5 раза по сравнению с запрессовкой и особенно эффективный при больших длинах соединений. При нагреве тела расширяются, и диаметр посадочного отверстия ступицы становится больше диаметра вала, и соединение безо всяких усилий собирают. По мере охлаждения диаметр посадочного отверстия ступицы уменьшается и ступица плотно охватывает вал, создавая натяг.
- Охлаждением охватываемой детали – способ, преимущественно применяемый для установки небольших деталей, например втулок в массивные корпусные детали, и обеспечивающие наиболее высокую прочность сцепления. Охлаждают детали с помощью жидкого азота до температуры примерно –150°. Охлаждение, в отличии от нагрева, практически не оказывает влияния на механические свойства материала.
- Гидрозапрессовкой, т.е. нагнетанием масла под давлением в зону контакта, что резко снижает силу запрессовки. Наибольшая эффективность гидрозапрессовки и распрессовки – в подшипниковых узлах и конических соединениях.
Резьбовые соединения.
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Резьбовые соединения — это самый распространенный вид разъемных соединений. Они осуществляются болтами, винтами, шпильками, гайками и т. п.
Основным элементом соединения является резьба, образуемая нарезанием или накаткой на детали по винтовой линии (рис. 5.1.1, 5.1.2).

— угол подъема резьбы
Резьбы классифицируются по форме поверхности, на которой образуется резьба: цилиндрические и конические.
По форме профиля различают типы:
треугольные (рис. 5.1.3, а);
упорные (рис. 5.1.3, б);
трапецеидальные (рис. 5.1.3, в);
прямоугольные (рис5.1.3, г);
круглые (рис. 5.1.3, д).
При подъеме винтовой линии слева на право — резьба правая, у левой — справа налево.
Резьбы делятся на многозаходные и однозаходные (рис. 5.1.4).
По назначению различают:
крепежные:
крепежно-уплотняющие;
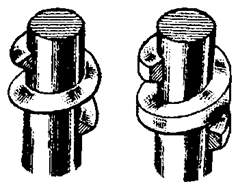
Рисунок 5.1.2– Образование резьбы
Крепежно-уплотняющие резьбы применяют для соединения деталей, требующих герметичности (рис. 5.1.6).
Крепежные резьбы чаще однозаходные. Резьбы для преобразования движения (вращательное в поступательное и наоборот) применяют в винтовых механизмах (в ходовых и грузовых винтах). Они имеют трапецеидальный профиль, реже — прямоугольный.
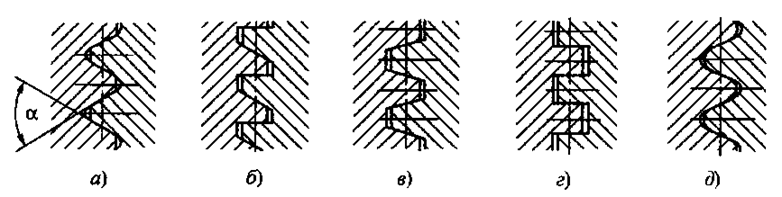
Рисунок 5.1.3- Формы профиля резьбы:
а — треугольная; б — упорная; в — трапецеидальная; г — прямоугольная; д — круглая
Достоинства резьбовых соединений:
простота конструкции, технологичность;
удобство сборки, разборки;
высокая нагрузочная способность;
малые габариты соединений;
стандартизация изделий.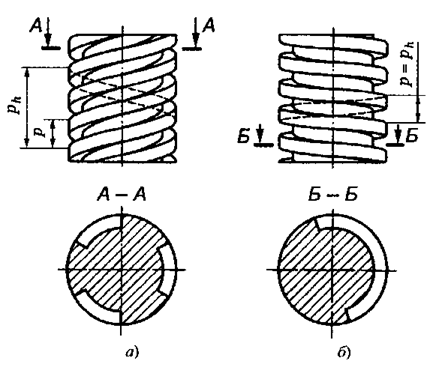
Рисунок 5.1.4- Виды резьб
а — трехзаходная; б — однозаходная
Недостаток: наличие резьбы создает концентрацию напряжений на поверхности деталей, что снижает их прочность при переменных напряжениях.
Геометрические параметры резьбы
Основными параметрами цилиндрической резьбы являются:
d — номинальный диаметр (нагруженный диаметр резьбы винта);
dl — внутренний диаметр резьбы гайки;
d3 — внутренний диаметр резьбы винта;
d2 — средний диаметр резьбы, на котором ширины профилей винта и гайки совпадают;
р — шаг резьбы, т. е. расстояние между одноименными сторонами соседних профилей;
рh — ход резьбы, т. е. расстояние между одноименными сторонами одного и того же витка в осевом направлении (рис. 5.1.4, а, б).
Для однозаходной резьбы ph = р.
Для многозаходной резьбы ph = z∙р, где z — число заходов.
Ход равен пути перемещения винта вдоль своей оси при повороте на один оборот в неподвижной гайке;
α — угол профиля резьбы; наиболее распространенной является метрическая резьба, для которой α = 60°.
 у — угол наклона боковой стороны профиля
(рис. 5.1.5);
у — угол наклона боковой стороны профиля
(рис. 5.1.5);
 у — угол подъема резьбы (рис. 5.1.1);
у — угол подъема резьбы (рис. 5.1.1);
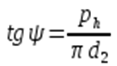
Основные типы резьб. Метрическая резьба — изготовляется по стандарту с крупным и мелким шагом (табл. 1.12). Угол наклона у боковой стороны профиля дает возможность самоторможения и обеспечивает восприятие больших осевых сил (рис. 5.1.5). Мелкие резьбы применяют в соединениях, работающих при переменных нагрузках.
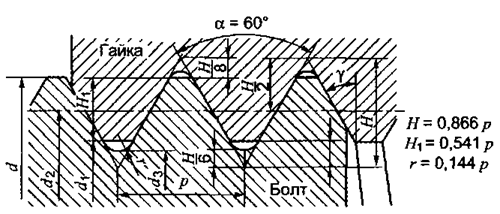 Рисунок 5.1.5– Метрическая резьба
Рисунок 5.1.5– Метрическая резьба
Дюймовая резьба имеет профиль равнобедренного треугольника с углом при вершине α = 55°. Число витков задают на дюйм (1 дюйм = 25,4 мм). В РФ используется при ремонта импортного оборудования.
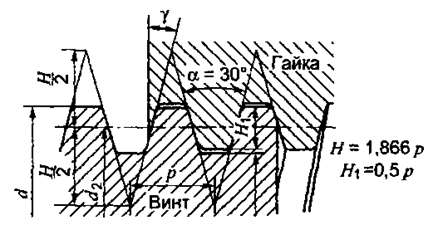
Трубная резьба имеет профиль равнобедренного треугольника с закругленными выступами и впадинами (рис. 5.1.6).
Рисунок 5.1.6– Трубная резьба
Трапецеидальная резьба — основная в передаче винт—гайка. Профиль — равнобочная трапеция, угол профиля α = 30°, угол наклона боковой стороны = 15° (рис. 5.1.7). Характеризуется технологичностью, малыми потерями на трение, КПД выше, чем у резьб треугольного профиля. Применяется для реверсивных передач под нагрузкой (домкраты, прессы, ходовые винты станков).
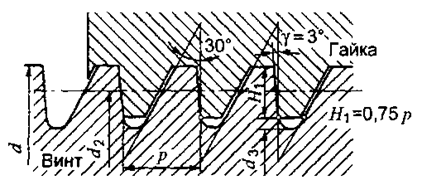
Упорная резьба (рис. 5.1.8). Профиль — неравнобочная трапеция с = 3°. Применяют в передаче винт—гайка при больших односторонних нагрузках (винты домкратов, прессов).
Прямоугольная резьба (рис. 5.1.9). Профиль резьбы —
квадрат,  = 0°. Имеет самый высокий
среди резьб КПД, но затруднительна в изготовлении. Затруднение вызваны тем, что
эту резьбу нельзя фрезеровать и шлифовать, т. к. угол профиля α = 0°. Не
стандартизирована. Применение ограниченно (малонагруженные передачи
винт—гайка).
= 0°. Имеет самый высокий
среди резьб КПД, но затруднительна в изготовлении. Затруднение вызваны тем, что
эту резьбу нельзя фрезеровать и шлифовать, т. к. угол профиля α = 0°. Не
стандартизирована. Применение ограниченно (малонагруженные передачи
винт—гайка).
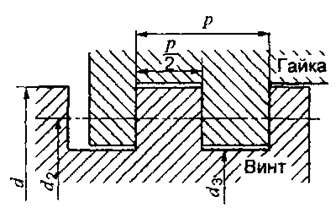 Рис. 5.1.9. Прямоугольная резьба
Рис. 5.1.9. Прямоугольная резьба
Таблица 1.12 - Основные размеры метрической резьбы, мм (по ГОСТ 9150-81. ГОСТ 8724-81
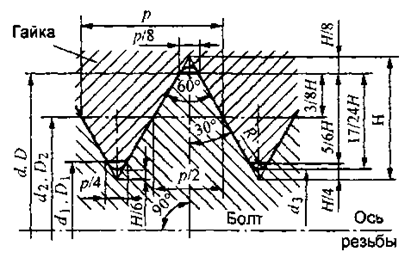 d, D — наружные диаметры соответственно наружной
резьбы (болта) и внутренней резьбы (гайки);
d, D — наружные диаметры соответственно наружной
резьбы (болта) и внутренней резьбы (гайки);
d2, D2 — средние диаметры соответственно болта и гайки;
d1, D1 — внутренние диаметры соответственно болта и гайки;
d3 — внутренний диаметр болта по дну впадины;
р — шаг резьбы;
Н — высота исходного треугольника.
Номинальные значения диаметров резьбы должны соответствовать указанным на чертеже и в таблице.
|
Шаг резьбы р |
Диаметр резьбы |
|||
|
наружный |
средний |
внутренний |
внутренний по дну впадины |
|
|
С крупным шагом |
||||
|
0,40 |
2,0 |
1,740 |
1,567 |
1,509 |
|
0,45 |
(2,2) |
1,908 |
1,713 |
1,648 |
|
0,45 |
2,5 |
2,208 |
2,013 |
1,948 |
|
0,50 |
3,0 |
2,675 |
2,459 |
2,387 |
|
0,60 |
(3,5) |
3,110 |
2,850 |
2,764 |
|
0,70 |
4 |
3,546 |
3,242 |
3,141 |
|
0,75 |
(4,5) |
4,013 |
3,688 |
3,580 |
|
0,80 |
5 |
4,480 |
4,134 |
4,019 |
|
1 |
6 |
5,350 |
4,918 |
4,773 |
|
1,25 |
8 |
7,188 |
6,647 |
6,466 |
|
1,50 |
10 |
9,026 |
8,376 |
8,160 |
|
1,75 |
12 |
10,863 |
10,106 |
9,853 |
|
Продолжение табл. 1.12 |
||||
|
Диаметр резьбы |
||||
|
Шаг резьбы р |
наружный |
средний |
внутренний |
внутренний по дну впадины |
|
2 |
(14) |
12,701 |
11,835 |
11,546 |
|
2 |
16 |
14,701 |
13,835 |
13,546 |
|
2,5 |
(18) |
16,376 |
15,294 |
14,933 |
|
2,5 |
20 |
18,376 |
17,294 |
16,933 |
|
2,5 |
(22) |
20,376 |
19,294 |
18,933 |
|
3 |
24 |
22,051 |
20,752 |
20,319 |
|
3 |
(27) |
25,051 |
23,752 |
23,319 |
|
3,5 |
30 |
27,727 |
26,211 |
25,706 |
|
3,5 |
(33) |
30,727 |
29,211 |
28,706 |
|
4 |
36 |
33,402 |
31,670 |
31,093 |
|
4 |
(39) |
36,402 |
34,670 |
34,093 |
|
4,5 |
42 |
39,077 |
37,129 |
36,479 |
|
4,5 |
(45) |
42,077 |
40,129 |
39,479 |
|
5 |
48 |
44,752 |
42,587 |
41,866 |
|
5 |
(52) |
48,752 |
46,587 |
45,866 |
|
5,5 |
56 |
52,428 |
50,046 |
49,252 |
|
5,5 |
(60) |
56,428 |
54,046 |
53,252 |
|
6 |
64 |
60,103 |
57,505 |
56,639 |
|
6 |
(68) |
64,103 |
61,505 |
60,639 |
Конструктивные формы резьбовых соединений. Наибольше распространение среди резьбовых деталей получили крепежные болты, шпильки, винты, гайки.
Соединение болтом (рис. 5.1.10, а) применяют для деталей сравнительно малой толщины, а также при многократной разработке и сборке соединений. При большой толщине соединяемых деталей предпочтительны шпильки (рис. 5.1.10, в).
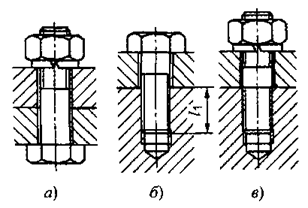
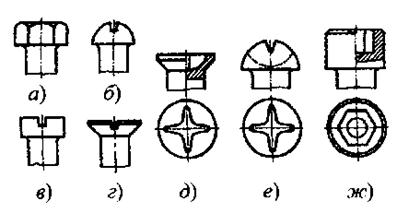 Рисунок 5.1.10. Виды резьбовых соединений: Рисунок
5.1.11. Формы головок болтов:
Рисунок 5.1.10. Виды резьбовых соединений: Рисунок
5.1.11. Формы головок болтов:
а — соединение болтом; б — соединение вин- а - шестигранные; б, е — полукруглые; том; в — соединение шпилькой е, ж — цилиндрические; г, д — потайные.
Болты и крепежные винты различают по форме головок, форме стержня, а также по степени точности изготовления (рис. 5.1.11).
Чаще применяют болты и винты с шестигранной головкой, так как они позволяют приложить больший момент завинчивания и получить большие силы затяжки деталей.
Гайки различают в зависимости от формы, высоты и точности изготовления (рис. 1.46, 1.47).
Шайбы подкладывают под гайки увеличивая этим опорную поверхность и предохраняя детали от задиров. Существуют шайбы пружинные, стопорные и др. применяемые для предохранения резьбовых деталей от самоотвинчивания.

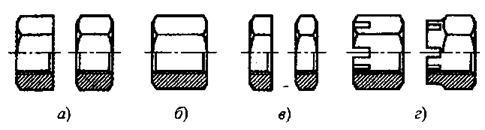
а — гайка круглая, б — гайка-барашек а — нормальной высоты; б — высокая; в —
узкие; г — корончатые
КПД винтовой пары. При переменных нагрузках условие самоторможения не наблюдается, поэтому применяют различные способы стопорения.
КПД винтовой пары определяется как отношение полезной работы Wп на винте к затраченной WЗ за один оборот винта или гайки.

где
 — угол подъема резьбы;
— угол подъема резьбы;  — приведенный угол трения,
— приведенный угол трения,
f ' — приведенный коэффициент трения (рис. 5.1.1).
Значение КПД имеет смысл для передачи винт—гайка. Для повышения КПД применяют многозаходную резьбу с углом подъема
до 40°, а также антифрикционные материалы (бронзу и др.), вводят смазочные материалы.
Шпоночные и шлицевые соединения.
Шпоночные и шлицевые соединения служат для закрепления на валу (или оси) вращающихся деталей (зубчатых колес, шкивов, муфт и т. п.), а также для передачи вращающего момента от вала к ступице детали или, наоборот, от ступицы к валу.
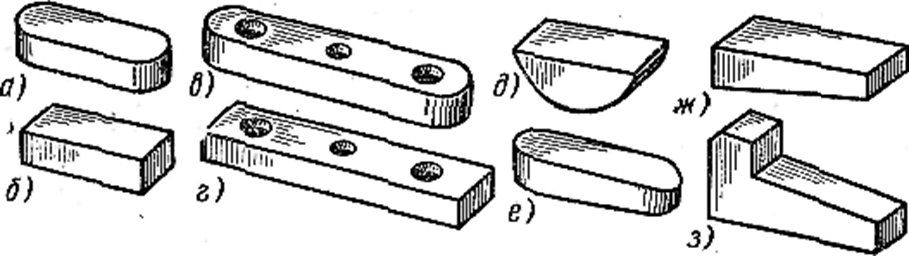
По конструкции шпонки подразделяют на:
призматические со скругленными (рис. 9.3, я, в) и плоскими торцами
(рис. 9.3,6,г); эти шпонки не имеют уклона и их закладывают в паз, выполненный на валу (рис. 9.3,в, г — шпонки имеют отверстия для их закрепления);
сегментные (рис. 9.3,д); представляют собой сегментную пластину, заложенную закругленной стороной в паз соответствующей формы, профрезерованный на валу (рис. 9.4); эти шпонки часто применяют для конических концов валов;
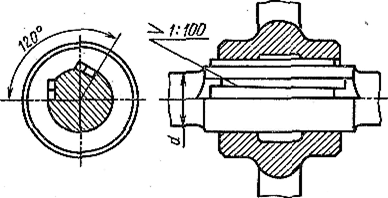
клиновые без головки (рис. 93, е. ж) и с головкой (рис. 9.3,з); эти шпонки имеют уклон 1:100 и вводятся в пазы с усилием (обычно ударами молотка). Условия работы этих шпонок одинаковы. Головка предназначена для выбивания шпонки из паза;
специальные шпонки.
Шпонки призматические, сегментные, клиновые стандартизованы. Для изготовления шпонок применяют углеродистые стали 45; 50; 60; Ст6; для изготовления специальных шпонок применяют легированные стали.
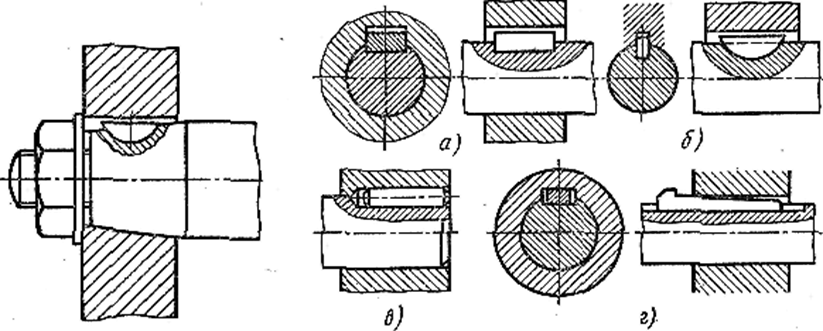
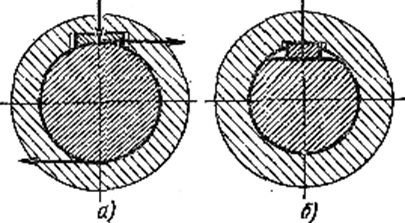
Все основные виды шпоночных соединений можно разделить на две группы: ненапряженные и напряженные. К ненапряженным относят соединения с призматическими (рис. 9.5.я), сегментными (рис. 9.5,6) и круглыми (рис. 9.5,в) шпонками.) Шпоночные пазы на всех валах выполняют дисковыми (рис. 9.6, и) или торцовыми (рис. 9.6,6) фрезами. В ступицах деталей шпоночные пазы можно получить как на фрезерных, так и на долбежных станках. Размеры пазов определяют расчетным путем с учетом требований стандарта. Для сегментных шпонок пазы выполняют, как показано на рис. 9.4 и 9.5,; для клиповых — паз на втулке обрабатывают с уклоном, равным углу наклона шпонки (рис.,9.5,г); для цилиндрических — получают сверлением (рис, 9,5, в)\ Соединения, в которых применяют_клиновые шпонки, относят к напряженным соединениям. В напряженных соединениях клином, вводимым между валом И ступицей, создаются значительные нормальные силы. Эти силы обеспечивают достаточное трение для передачи вращающего момента. К клиновым шпонкам относят врезные. При забивании шпонки в паз возникает напряженность соединения. Клиновые шпонки называют врезными, если шпоночные пазы выполнены на валу и во втулке.
Тангенциальные шпонки (рис. 9.7) представляют собой призматический брусок, составленный из двух односкосных клиньев, устанавливаемых в паз вала таким образом, что одна из граней клина оказывается касательной к цилиндрической поверхности вала. Внешние грани двух клиньев, образующих тангенциальную шпонку, параллельны. Тангенциальные шпонки устанавливают под углом 120", при этом между валом и ступицей детали создается натяг.
Такие шпонки обеспечивают передачу вращающего момента при реверсировании. Тангенциальные шпонки применяют и при больших динамических нагрузках. По сравнению с врезными тангенциальные шпонки могут передавать больший вращающий момент.
Для создания фрикционной связи между валом и ступицей используют клиповые шпонки, показанные на рис. 9.3, е—з (паз выполняют только во втулке). С нижней стороны шпонку (рис. 9.8, а) обрабатывают в виде вогнутой цилиндрической поверхности с радиусом, равным радиусу вала. Во втулке выполняют уклон. Вращающий момент передается за счет сил трения.
Клиновые фрикционные шпонки применяют для передачи незначительного вращающего момента, а также в тех случаях, когда необходимы частые, перестановки деталей на валу в осевом направлении.
Шпонки на лыске (рис. 9.8,6) устанавливают в пазу втулки с
уклоном 1:100. На валу фрезеруют плоскость у (вал с лыской). Такая обработка
ослабляет вал значительно меньше, чем прямобочные пазы, однако эта шпонка
может передать меньший момент, чем врезная.
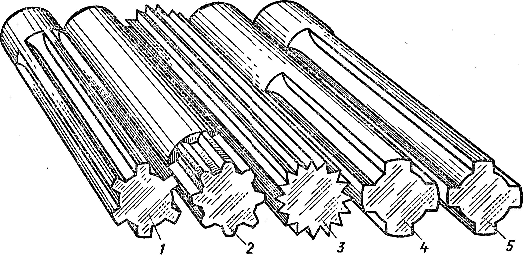
В зависимости от профиля зубьев различают три основных типа соединений: с прямобочными (рис. 9.10,о), с эвольвентными (рис. 9.10,6) и треугольными (рис. 9.10, в) зубьями.
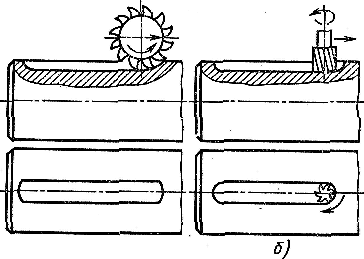
Зубья на валу фрезеруют, а в ступице - протягивают на' специальных станках (рис. 9.11). Число зубьев для прямобочных и эвольвентных соединений 4-20; для треугольных -до 70.
Наибольшее распространение в машиностроении имеют прямобочные зубчатые соединения (их основные параметры см. шаг 9.8).
Стандартом предусмотрены три серии прямобочных зубчатых соединений
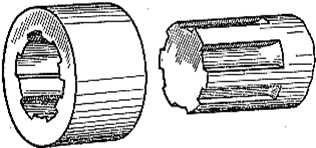
Рис. 9.11
- легкая, средняя и тяжелая, отличающиеся одна от другой высотой и числом зубьев (чаще применяют соединения с шестью — десятью зубьями). Прямобочные шлицевые соединения различают также по способу центрования: по наружному диаметру (наиболее точный способ центрования); по внутреннему диаметру (при закаленной ступице); но боковым граням (при реверсивной работе соединения и отсутствии жестких требований к точности центрирования).
Соединения с эвольвентным профилем зубьев тоже стандартизованы и используются так же, как и прямобочные, в подвижных соединениях.
Соединения с треугольным профилем зубьев не стандартизованы, их применяют главным образом как неподвижные соединения.
Достоинства и недостатки шпоночных и зубчатых соединений. Главное достоинство шпоночных соединений — простота и надежность конструкции, сравнительно низкая стоимость.
К недостаткам шпоночных соединений следует отнести ослабление прочности вала и ступицы детали сравнительно глубокими шпоночными пазами (из-за этого приходится увеличивать толщину ступицы и диаметр вала), трудность обеспечения их взаимозаменяемости (необходимость ручной подгонки шпонок), что ограничивает их применение в крупносерийном и массовом производстве.
По сравнению со шпоночными зубчатые соединения обладают рядом преимуществ: имеют большую нагрузочную способность благодаря большей рабочей поверхности контакта; лучше центруют сопрягаемые детали: обеспечивают более высокую усталостную прочность вала.) Зубчатые соединения широко применяют в станкостроении, авиастроении, автотранспортной промышленности и т.д.
Машины и механизмы. Требования, предъявляемые к машинам и их деталям.
Критерии работоспособности машин и механизмов. Современные направления в развитии машиностроения. Основные задачи научно-технического прогресса для желез-
нодорожного транспорта.
Разъемные и неразъемные соединения
Общие сведения о соединениях, виды соединений.
Разъемные и неразъемные соединения, достоинства и недостатки, область применения.
Сварные, заклепочные и клеевые соединения. Соединения с натягом.
Резьбовые соединения, классификация резьбы, основные геометрические параметры резьбы, основные типы резьбы, их сравнительная характеристика и область применения.
Шпоночные и шлицевые соединения, достоинства и недостатки, область применения, классификация, сравнительная оценка.
Расчеты на прочность различных видов соединений. Соединения в деталях и узлах подвижного состава железнодо-
рожного транспорта.
Передачи вращательного движения
Классификация передач, основные характеристики передач. Зубчатые передачи, расчет, вращающие моменты и мощности
на валах. Редукторы.
Фрикционные передачи, достоинства и недостатки, область применения.
Ременные и цепные передачи, достоинства и недостатки, область применения.
Цилиндрические прямозубые и косозубые передачи, достоинства и недостатки, область применения.
Конические передачи, достоинства и недостатки, область применения.
Червячные передачи, достоинства и недостатки, область применения.
Передачи и приводы подвижного состава железнодорожного транспорта.
Валы и оси, опоры.
Валы и оси, их виды, назначение, конструкция, материал, особенности расчета.
Подшипник качения, подбор по динамической грузоподъемно-
сти.
Опоры, классификация, конструкция, область применения в деталях и узлах подвижного состава железнодорожного транспорта, условные обозначения, достоинства и недостатки.
Муфты
Муфты, их назначение и классификация, устройство муфт. Принцип действия основных типов муфт. Методика подбора
муфт и их расчет.
Муфты, применяемые на подвижном составе железнодорожного транспорта.